


Highest precision in and for new dimensions
MIRAD Microwave AG in Wittenbach develops and manufactures assemblies for satellite communications. In connection with the development of a new frequency band at 60 GHz, the company invested in a VERSA 645 linear 5-axis machining center from Fehlmann. The development of new components and subsequent qualification tests showed that a final contour accuracy of 0.5 microns and better is possible.
MIRAD specializes in antenna systems for satellite communications. The company develops and manufactures assemblies that are used for processing communication signals. These assemblies are integrated into both satellites and ground stations. For example, MIRAD is a supplier of specially dimensioned assemblies. These are used by the European Space Agency (ESA) for communication and control of interplanetary probes.
The cubic components for these assemblies are now manufactured at MIRAD exclusively on Fehlmann machining centers. In terms of contour accuracy and surface quality, the requirements for these assemblies are very high and increase proportionally as the frequency increases. Information is now transmitted between satellites and the earth via electromagnetic waves in the gigahertz range. Satellites are becoming more and more powerful, data rates are constantly increasing and the available frequency bands are being exploited to their limits. The move to new frequency bands in the 60 GHz range became apparent over five years ago. However, in order to achieve transmission characteristics at 60 GHz like those achieved currently in the globally established 30 GHz frequency band, a mechanical contour accuracy of one micron must be maintained.
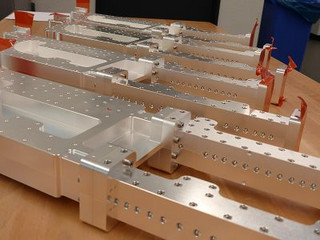
To produce the functional components, MIRAD uses only 2.5 D contours, which are milled from a solid piece at a fixed angle. To minimize signal losses, the surfaces are then silver-plated (layer thickness 15 to 20 µm) and milled to the defined specified dimension in a subsequent process. This follow-up process, which usually takes place two to four weeks later, places high demands on both operators and infrastructure, because only a maximum of 5 µm of silver may be removed.
The entire manufacturing process was developed and refined over several months. Initial trials were carried out on a simple PICOMAX 56 from Fehlmann. This machine was equipped with a 4th axis for this purpose. Of particular interest was the repeatability of results in connection with the milling strategy and tool selection. After an intensive and time-consuming trial phase, CEO Tony Blättler was convinced that the investment in a VERSA 645 linear from Fehlmann would make the advance into the nanometer range a realistic goal. After the investment in the VERSA 645 linear, the process of moving into the nanometer range and eliminating further hurdles began in Wittenbach. The existing air conditioning system had to be modified to homogenize air flows, the cooling emulsion had to be replaced and support measures had to be taken for the machine's heat exchangers. For example, no exhaust air from a unit was allowed to be blown out into the room where machining was taking place. All in all, these measures led to higher repeatability and corresponding results. MIRAD was finally able to prove that today it is indeed possible to manufacture in the nanometer range in the laboratory with the aid of microwave measuring equipment on a critical contour with symmetrical transmission properties. On average, these components achieve a contour accuracy of < 500 nm (0.5 µm), and in special cases even < 200 nm (0.2 µm).
The machining time for the component was about eight hours, using 30 different tools with diameters from 1 mm to 5 mm. Face and rolled surfaces were machined in several steps in order to partially "relax" the surfaces and remove any burrs.
In this area, everything simply has to perfect
Even for Urs Schmid, CTO at Fehlmann AG, this precision cannot be taken for granted: "You cannot simply mill in the range of 0.5 µm on a 5-axis machining center. This requires a great deal of know-how and user input, the processes have to be looked at intensively and you have to know what you are doing. You can't do that at the push of a button." And Adrian Tobler, Sales Manager Switzerland at Fehlmann AG adds: "We found ideal conditions at MIRAD. This starts with the stable floor and extends to the air-conditioned rooms and the specialist staff, which is enormously important. On the machine side, we use temperature-controlled coolants and very well-balanced tool holders, among other things. The fact that the machine is not exposed to direct sunlight is another piece of the puzzle that contributes to this accuracy." The measuring probe and its axial positioning in relation to the workpiece also play a special role. This is because, when viewed under a microscope, it is noticeable that even perfect and expensive milling cutters always leave a pattern of wave troughs and peaks on the workpiece surface. If, by chance, a mountain is felt on one side and a valley on the opposite side, this quickly leads to a probing error in the magnitude of 0.5 µm. According to Tony Blättler, a contour accuracy of 0.5 µm is not possible in automated operation, or only in exceptional cases, because only an attentive specialist at the machine often notices the smallest irregularities that are not detected by the software.
Focus on MIRAD Microwave AG
Since 1989, the company has repeatedly set milestones with developments of passive high-frequency systems used in large satellite ground station antennas and is considered a leader in the development, manufacture and supply of passive microwave systems and components for the satellite communications industry. At the same time, the company is a reliable partner for gigahertz innovations from 1 to 70 GHz. In addition, MIRAD has a state-of-the-art measurement infrastructure for testing the electrical and mechanical behavior of the developed systems and components. Delicate and demanding components are manufactured in-house at MIRAD.
Interesting facts
Some of the components are also silver-plated. Here, MIRAD chooses a relatively thick layer of 15 to 20 micrometers. The components are then milled to size in the range of 3 to 5 µm.
For a while, MIRAD experienced a massive deterioration in contour accuracy. However, this was clearly attributed to the construction of a new production hall in the neighborhood. Vibrations from compacting machines caused the VERSA to oscillate and the targeted accuracy could, therefore, not be achieved during the construction period.
By the way
The low-vibration motor spindle (HSK-E40 with 42,000 min-1) and the fact that only two axes are implemented on the tool side also contribute to this precision. This results in high rigidity and precision in the tool axis for high-quality surfaces.
Contact
MIRAD Microwave AG
Hofstetstrasse 6
CH-9300 Wittenbach
Phone +41 71 352 50 80
www.mirad.ch